1.製程介紹|CNC車床能解決什麼問題?
高圓度/同心度:主軸跳動≤0.003毫米,一次裝夾完成內外圓、端面、溝槽,同心度≤0.01毫米複雜迴轉輪廓:XZ兩軸+Y軸模組,可車削多邊形、偏心軸、非圓表面高精度螺紋:編碼器0.001°,公制/尺寸/10.硬車代磨:CBN刀片HRC>62淬火件Ra≤0.4μm,節省二次磨削大型無人化:棒材送料機+自動送料機+送料機,24小時連續運轉,每月產量30萬片
2、能力
| 物品 | 規格 |
|---|---|
| 最大迴轉直徑 | 600 毫米(水平)/500 毫米(垂直) |
| 最大車削長度 | 1000 毫米(水平)/700 毫米(垂直) |
| 棒材送料機容量 | Φ5-80mm,長度3m |
| 加工精度 | IT6-IT7,圓度≤0.003mm,表面Ra≤0.4μm |
| 材料硬度 | 軟材料 - HRC62(硬車削) |
| 大量容量 | 1-100,000件/批次,轉換<15分鐘 |
3、我們的設備
斗山 PUMA 2600Y
8寸卡盤,Y軸±50毫米,動力刀塔12工位
車銑複合,一次完成車銑、鑽孔,減少二次裝夾
馬扎克QT-200MS
雙主軸+雙刀塔,前後加工無需手動翻轉
棒材機直徑65毫米,適合大批量小軸類
哈挺 T51SP 超精密
0.1 µm X軸光柵,主軸跳動0.001 mm
專業從事軸承座、主軸套超精密車削
星SB-20R
走心式走心機,7軸聯動,細長軸Φ20mm以內
一次裝夾完成車、銑、側鑽、攻絲,長徑比20:1
4、CNC車削案例分析|轉案
材質: 42CrMo4 調質 HB 280
尺寸: Φ35×220mm,同軸度0.01mm
特性:外圓+刀槽+螺紋M24×1.5+平位
解決方案: PUMA 2600Y一次性車銑、硬車削CBN刀片
結果:圓度0.003毫米,累計螺紋誤差0.015毫米,每月產量50000件
材質: 7075-T6鋁
尺寸: Φ80×60mm,壁厚1.2mm
困難:薄壁變形、內孔公差H7
解: QT-200MS雙主軸,低夾緊力+真空吸盤
結果:內孔圓度0.005毫米,批量10萬件無變形
材質: 316LVM不鏽鋼
尺寸: Φ4×50毫米,長徑比12:1
解: Star SB-20R走心機,7軸車銑+側鑽橫孔
結果:表面Ra≤0.2μm,無需拋光,直接鈍化封裝
五、切削刀具及自動化
山特維克CoroTurn HP高壓冷卻刀柄,斷屑可靠,鐵屑長度<30毫米
陶瓷/PCBN/CVD鑽石刀片,HRC62硬車,替代外圓磨削
自動棒材送料機+送料機+線上測量,24小時無人操作
二維碼雷射打標:每批零件號+送料機+線上測量,24小時無人操作二維碼雷射打標:每批零件號+送料機+線上測量
六、品質與認證
ISO 2768-f 精密公差標準
ISO 6789 螺紋精度檢測
每批首件三坐標測量+此批外徑在線測量,數據自動上傳MES
表面粗糙度儀+輪廓儀+圓度儀,附Ra ≤ 0.4 µm 實測報告
信任可靠性
多年的全球市場出口經驗證明了我們在品質、物流和合規性方面的可靠性。
經過認證的品質管理和標準化生產確保每個訂單的結果可靠且可重複。
您能達到什麼公差?
我們的 CNC 加工標準公差為 DIN-2768-1-f(精細)或 +/-0.01mm。對於高精度要求,根據幾何形狀和材料,我們可以實現嚴格至 +/-0.005mm 的公差。
你們提供哪些表面處理?
我們提供一站式表面處理服務,包括: 機械加工(去毛邊) 噴砂 陽極氧化(II型 III型) 拋光 鏡面拋光 粉末噴塗 噴漆 雷射雕刻(標誌/文字)
我多快可以得到報價?
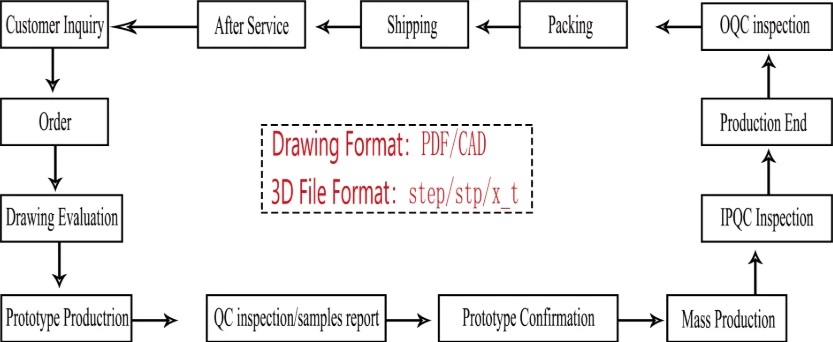
將您的 3D 檔案 (STEP/IGES) 和 2D 圖紙 (PDF) 寄給我們。我們的工程團隊將進行分析並在 6-12 小時內提供詳細的報價。
您的典型交貨時間是多少?
原型:3-7 天 生產 10-20 天 我們也為緊急專案提供加急服務。
你們在批量生產前提供樣品嗎?
是的,我們始終建議製作預生產樣品以供批准。在運行整批產品之前,我們將向您發送照片/影片或將實體樣品寄給您進行驗證。
如果零件不符合規格怎麼辦?
我們有嚴格的品質控制政策。如果零件不符合圖紙規格,我們將免費重做或全額退款。我們 100% 保證我們的品質。
您可以加工哪些材料?
我們使用的材料範圍廣泛,包括:金屬、鋁(6061、7075)、不銹鋼(303、304、316)、黃銅、銅、鈦塑膠:ABS、POM(Delrin)、PEEK、尼龍、聚碳酸酯。如果您需要特殊材料,請告訴我們。

 zh
zh
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian




 信息
信息