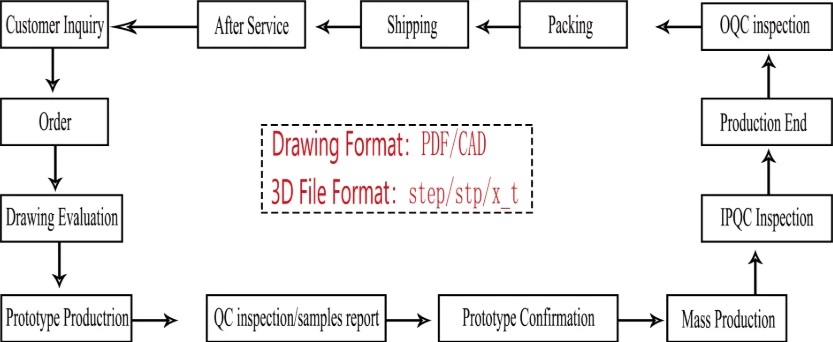
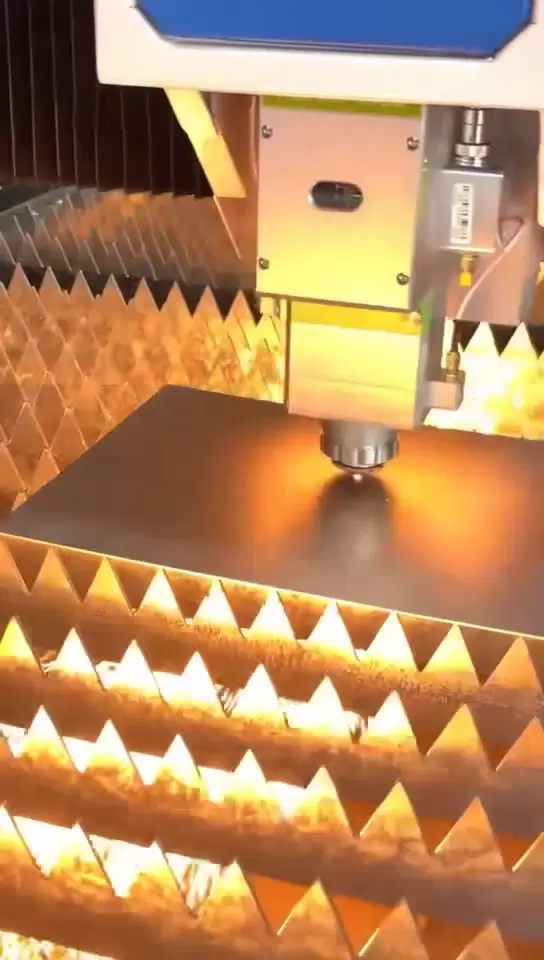
1、Process Introduction | What can laser cutting solve?
High precision contour: Fiber laser cutting seam of 0.1 mm, sharp angle R ≤ 0.05 mm, meeting the requirement of no machining assembly holes
Complex arbitrary graphics: Import DXF/DWG in one go, six axis linkage can cut 3D surfaces, slopes, and horn mouths
High speed thin plate: 1 kW power, 1 mm carbon steel speed, 18 m/min, 3 times faster than plasma
Small heat affected zone: Fiber laser HAZ ≤ 0.2 mm, stainless steel directly rolled after cutting, no micro cracks
Multi material compatibility: carbon steel, stainless steel, aluminum, copper, brass, titanium, composite materials, laminated board
2、Capabilities
| Item | Parameter |
|---|---|
| Maximum Sheet Size | 3000 × 1500 mm (Exchange Table) / 6000 × 2000 mm (Large Bed) |
| Laser Power | 1 kW – 12 kW Fiber |
| Carbon Steel Thickness | 1 – 25 mm (12 kW) |
| Stainless Steel Thickness | 1 – 30 mm (12 kW) |
| Aluminum Thickness | 1 – 20 mm (12 kW) |
| Brass/Copper | 1 – 12 mm (With Nitrogen Special Nozzle) |
| Cutting Accuracy | ±0.03 mm / Repeatability ±0.01 mm |
| Surface Roughness | Ra ≤ 6.3 µm (8 kW Carbon Steel 20 mm) |
3、Our Equipment
Bystronic ByStar 3015 12 kW
3000 × 1500 mm, exchange table 2 × 2 seconds, BeamShaper thick plate mode
Carbon steel 25mm glossy cutting, stainless steel 30mm no slag hanging
Trumpf TruLaser 5030 8 kW
Specialized for high-speed thin plates, 1 mm carbon steel 25 m/min
CoolLine water mist cooling, aluminum 10mm without deformation
Amada ENSIS 3015 6 kW
Automatic nozzle replacement+AI focus tracking, suitable for laminated stainless steel
Copper/brass nitrogen cutting, safety monitoring of reflective materials
BLM LC5 3D Fiber Laser Tube Cutting Machine
Round tube with a diameter of 10-220mm, square tube with a diameter of 150 × 150mm
3D five axis head, capable of completing 45 ° oblique cutting, drilling, and slotting in one go
4、Laser Cutting Case Studies | Cutting Cases
Material: 2.5 mm 3003-H14 aluminum
Graphic: 360 φ 8mm heat dissipation holes with irregular contours around the long weld seam position
Challenge: Relative position of holes ± 0.05 mm, heat affected zone<0.2 mm
Solution: 8 kW nitrogen cutting, nozzle 1.2 mm, AI focus real-time tracking
結果:切割速度15m/min,孔圓度0.03mm,直接去毛邊進入下一道鉚接工序
材質: Q355B熱軋板20mm
圖解:外觀850×450毫米,12個直徑30毫米的定位孔
解決方案: 12kW氧氣切割、BeamShaper光面製程;普通切邊可節省板材18%
結果:切割寬度0.35毫米,掛渣高度小於0.1毫米,無需二次拋光
材質: Cu-Zn30黃銅1.2毫米
圖形: 3D喇叭口120°錐體,360°連續曲線
解:氮氣12巴,3D五軸頭,跟焦
結果:邊緣無氧化,塗層可直接拋光,節省2道手工工序
五、瓦斯及能源消耗
光纖雷射電光轉換35%,能耗僅為CO2雷射的三分之一
空氣切割:1-6毫米碳鋼,成本↓40%>
氧氣切割:7-25毫米碳鋼,有光澤效果
氮氣切割:不鏽鋼/鋁/銅,無氧化殘留物
高壓氮氣30巴:銅12毫米不反光,安全切割
六、自動化和可追溯性
自動更換吸嘴5-25mm,吸嘴更換時間<25秒
自動找邊+六點校準,即使板材偏差≤0.5毫米仍可實現精準切割 餘料
排料AI算法,材料利用率提升8-12%
二維碼打標:切割後直接激光打標件號、爐號,掃碼可追溯
MES對接功率數據:實時數據切割時間、氣體類型
信任可靠性
多年的全球市場出口經驗證明了我們在品質、物流和合規性方面的可靠性。
經過認證的品質管理和標準化生產確保每個訂單的結果可靠且可重複。
您能達到什麼公差?
我們的 CNC 加工標準公差為 DIN-2768-1-f(精細)或 +/-0.01mm。對於高精度要求,根據幾何形狀和材料,我們可以實現嚴格至 +/-0.005mm 的公差。
你們提供哪些表面處理?
我們提供一站式表面處理服務,包括: 機械加工(去毛邊) 噴砂 陽極氧化(II型 III型) 拋光 鏡面拋光 粉末噴塗 噴漆 雷射雕刻(標誌/文字)
我多快可以得到報價?
將您的 3D 檔案 (STEP/IGES) 和 2D 圖紙 (PDF) 寄給我們。我們的工程團隊將進行分析並在 6-12 小時內提供詳細的報價。
您的典型交貨時間是多少?
原型:3-7 天 生產 10-20 天 我們也為緊急專案提供加急服務。
你們在批量生產前提供樣品嗎?
是的,我們始終建議製作預生產樣品以供批准。在運行整批產品之前,我們將向您發送照片/影片或將實體樣品寄給您進行驗證。
如果零件不符合規格怎麼辦?
我們有嚴格的品質控制政策。如果零件不符合圖紙規格,我們將免費重做或全額退款。我們 100% 保證我們的品質。
您可以加工哪些材料?
我們使用的材料範圍廣泛,包括:金屬、鋁(6061、7075)、不銹鋼(303、304、316)、黃銅、銅、鈦塑膠:ABS、POM(Delrin)、PEEK、尼龍、聚碳酸酯。如果您需要特殊材料,請告訴我們。

 zh
zh
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian



 信息
信息